 17.12.2019
17.12.2019
Weitere Artikel
„Schartigkeit von Fräsern“
Problem:
Aus dem Stand des Wissens geht hervor, dass die Schneidkantenschartigkeit von Zerspanwerkzeugen signifikant das Verschleißverhalten der Werkzeuge beeinflusst. Aktuell existieren jedoch keine Kennwerte, die den Einfluss der Schartigkeit auf das Einsatzverhalten der Werkzeuge hinreichend genau beschreiben. Aus industrieller Sicht fehlt hierdurch ein wesentliches Charakterisierungsmerkmal der Schneidkantentopographie und das Leistungspotential der Werkzeuge kann bisher nicht ausgeschöpft werden.
Lösung:
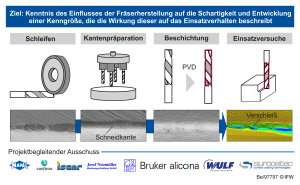
Das Ziel des Forschungsvorhabens ist die Kenntnis des Einflusses der Fräserherstellung auf die Schartigkeit und die Entwicklung einer Kenngröße, welche die Wirkung dieser auf das Einsatzverhalten beschreibt. Um das Forschungsziel zu erreichen, sind vier Arbeitspakete mit den folgenden Teilzielen in den einzelnen Arbeitspaketen geplant.
AP1: Ziel des ersten Arbeitspakets ist die Kenntnis des Einflusses der Prozesskette zur Herstellung von Fräswerkzeugen auf die Schartigkeit. Diese bildet die Grundlage zur gezielten Einstellung der material- und prozessspezifischen Schartigkeit.
AP2: Ziel des zweiten Arbeitspakets ist die Kenntnis des Einflusses der Schartigkeit auf das Werkzeugeinsatzverhalten beim Fräsen in Abhängigkeit der Prozesseinstell-größen, der Frässtrategie, der Werkzeugmikrogeometrie und des Werkstoffs.
AP3: Ziel des dritten Arbeitspakets ist die Entwicklung eines Kennwerts, welcher auf Basis der Untersuchungen des AP2 das Einsatzverhalten in Abhängigkeit charakteristischer Merkmale der Schartigkeit abbildet.
AP4: Das Ziel des vierten Arbeitspakets ist die Erstellung eines Leitfadens für die Industrie. Dieser beinhaltet die wesentlichen Erkenntnisse zum Einstellen einer material- und prozessspezifischen Schartigkeit der Schneidkanten bei der Herstellung von Zer-spanwerkzeugen und zum Einfluss der Schartigkeit auf das Einsatzverhalten der Werkzeuge beim Fräsen.
Konsortium:
- Alicona Imaging GmbH
- confovis GmbH
- ISCAR Germany GmbH
- Josef Neumüller Werkzeugschleiferei GmbH
- MAPAL Dr. Kress KG
- surcoatec Deutschland GmbH
- Werkzeugservice Wulf e.K.
Kontaktperson:
Dipl.-Ing. Sascha Beblein
Leibniz Universität Hannover
Institut für Fertigungstechnik und Werkzeugmaschinen
Telefon: +49 511 762-18262
E-Mail: beblein@ifw.uni-hannover.de
Flugzeug-Fertigung fehlerfrei und schnell: TUHH-Wissenschaftler entwickeln digitalisierte Flugzeugmontage
Schneidkantenpräparation auf Werkzeugschleifmaschinen durch [Tool]Prep