 13.05.2020
13.05.2020
Mengen
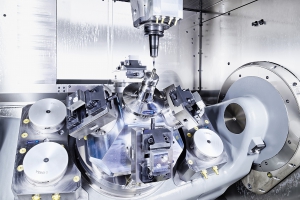
Die Kombination aus Schwenktisch, Nullpunktspannsystem und Spannpyramide ermöglicht auf dieser 5-Achs-Maschine eine effiziente Fertigung kleinster Losgrößen.
Bild: SCHUNK
Weitere Artikel
Magie der Türme und Pyramiden
Auf den ersten Blick unspektakulär – bei genauem Hinsehen aber vielgestaltig wie kaum ein anderes Spannmittel: Spanntürme und Spannpyramiden gelten als geheimnisvoll, wohl auch, weil sie von Maschine zu Maschine ihr Gesicht verändern. Überlegt eingesetzt vervielfachen sie die Zahl der Werkstücke im Maschinenraum und bieten damit ideale Voraussetzungen, um Nebenzeiten zu reduzieren und bei hoher Flexibilität die mannlosen Maschinenlaufzeit nach oben zu katapultieren – vorausgesetzt die Spannmittel sind sorgsam darauf abgestimmt.
4-Achs-Horizontalbearbeitungszentren mit integriertem Palettenwechsel sind seit jeher die Domäne von Aufspanntürmen. Die Grundidee ist dabei immer gleich: Der Spannturm multipliziert die maschineneigene Spannfläche, so dass eine hohe Maschinenauslastung erreicht und Nebenzeiten minimiert werden. Geschickt geplant kann mit einem spannturmbestückten Werkstückspeicher zum Teil über mehrere Tage hinweg vollautomatisiert produziert werden, beispielsweise in Geisterschichten am Wochenende. Der gleichen Grundüberlegung folgen Spannpyramiden, die in jüngster Zeit vor allem auf 5-Achs-Maschinen Erfolge feiern. Ohne Zugeständnisse bei der Zugänglichkeit lässt sich mit ihnen die mannlose Maschinenlaufzeit nach oben schrauben – erst recht, wenn die Beladung aus maschineneigenen oder externen Palettenspeichern erfolgt. Aus gutem Grund baut der Kompetenzführer für Greifsysteme und Spanntechnik SCHUNK daher sein Spannturm- und Spannpyramiden-Portfolio seit Jahren konsequent aus. Ausgangspunkt ist ein umfassender Baukasten aus Basispaletten, Grundprofilen und Aufspannflächen, die mit einer beeindruckenden Vielzahl an Spannmitteln kombiniert und über eine breite Auswahl an Standardspannbacken effizient nutzbar gemacht werden.
Nebenzeiten eliminieren
Das Grundprinzip ist einfach: Je Turmseite lassen sich ein oder im Idealfall sogar mehrere Werkstücke aufspannen, die dann unmittelbar nacheinander bearbeitet werden. Mithilfe moderner CAD/CAM-Systeme ist es auf diese Weise möglich, selbst kleinste Losgrößen bis hin zu Einzelteilstücken hocheffizient automatisiert zu fertigen. Gerüstet wird anhand werkstückspezifischer Rüstpläne, im Idealfall außerhalb des Maschinenraums an maschineneigenen oder externen Rüstplätzen. Die Beladung der Maschine mit dem Aufspannturm oder der Spannpyramide erfolgt anschließend über maschineneigene Transfersysteme, alternativ per Kran oder Roboter. Unproduktive Nebenzeiten, wie Umspannen, Ausrichten oder die Bestimmung des Nullpunkts werden mithilfe der Türme und Pyramiden also konsequent aus der Maschine verbannt. Wo besonders flexibel agiert wird oder die Zahl der Türme oder Pyramiden nicht ausreicht, verkürzt das Nullpunktspannsystem SCHUNK VERO-S den Werkstück-, Spannmittel- oder Palettenwechsel.
Schwingungsdämpfende Hohlkörperbauweise
SCHUNK KONTEC Aufspanntürme sind in der Regel einteilig aufgebaut: Grundplatte und Aufspannsäule sind als Monoblock ausGuss EN-GJL-250 gefertigt und gewährleisten dank ihrer stabilen Hohlkörperbauweise eine hohe Steifigkeit, eine gute Schwingungsdämpfung sowie eine hohe Grundgenauigkeit, so dass sie vor dem Einsatz nicht mehr überfräst werden müssen. Es gibt sie im Standard mit zwei Grundplattengrößen (400 x 400 mm, 500 x 500 mm) für alle gängigen Standardmaschinenpaletten Typ DIN 55 201 und JIS 6337-1980. Daneben sind auch individuelle Schnittstellen möglich.Die Rechtwinkligkeit zur Grundplatte beträgt 0,01 mm auf 200 mm, die Oberflächen sind feinstgefräst und haben eine Rauheit von Ra 1,6. Damit ist eine exakte Positionierung der Spannmittel und Werkstücke gewährleistet. Über eine Zentrierung Ø 50 H6 lassen sich die Spanntürme schnell und präzise auf vorhandenen Maschinentischen montieren. Bei JIS 6337-1980-Grundpaletten (500 x 500 m) sind zudem Distanzplatten und Edge-Locator-Anschlägen verwendbar.
Zahlreiche Varianten
Spanntürme und -pyramiden gibt es in einer Vielzahl an Varianten und Bauformen. So umfasst allein das Spannturmprogramm von SCHUNK fünf Grundprofile: Doppelwinkel mit zwei Spannflächen, Dreiecke mit drei Spannflächen, Würfel beziehungsweise Kreuze mit vier Spannflächen sowie Achtecke mit acht Spannflächen. Eine Sonderform ist zudem die Spannpyramide, die auf 5-Achs-Maschinen eine Mehrfachspannung mit hervorragender Zugänglichkeit ermöglicht und nicht zuletzt aufgrund der zunehmenden Zahl von Maschinen mit Werkstückspeichern stark an Bedeutung gewinnt. Über die Wahl der zum Werkstück und der Bearbeitung passenden Form lassen sich die Störkonturen und damit die Zugänglichkeit für Spindel und Werkzeuge optimieren. Die Höhe der Standardspanntürme liegt je nach Variante bei 710 mm beziehungsweise 1.000 mm.
Flexibilität bei Aufspannfläche und Spannmitteln
Bei der Aufspannfläche kann zwischen vier Varianten gewählt werden: Das 50 mm Bohrungsraster schafft ein hohes Maß an Flexibilität. Es eignet sich zur Aufnahme unterschiedlichster Spannmittel, aber auch zur konventionellen Aufspannung mittels Spannpratzen. Das reduzierte Raster wiederum ist speziell für SCHUNK KONTEC Spannmittel ausgelegt. In beiden Fällen sind die Rasterbohrungen mit gehärteten Passbuchsen und verzinkten Gewindebuchsen ausgestattet. Mithilfe von Passschrauben Ø12/M12 können die Spannmittel direkt am Turm positioniert und befestigt werden. Die dritte Variante, eine rohe Aufspannfläche, lässt sich individuell vom Anwender an die jeweilige Anforderung anpassen. Die größte Flexibilität bietet die vierte Variante, nämlich die Ausstattung mit SCHUNK VERO-S NSE-T 138 Nullpunktspannmodulen. Diese fungieren als Schnellwechselsystem und ermöglichen einen sekundenschnellen, hochpräzisen Spannmittelwechsel ohne aufwändiges Schrauben. Über einheitliche SCHUNK VERO-S Spannbolzen lassen sich Nullpunktspannmodule mit unterschiedlichsten Spannmitteln aus dem SCHUNK Standardprogramm kombinieren. Damit profitieren Anwender von einer einzigartigen Vielfalt unterschiedlicher Spannmodule, die vom Kraftspannblock über manuelle Einfach-, Doppel- und Mehrfachspanner bis hin zu Mehrbackenfuttern reicht. Über das SCHUNK Spannbackenprogramm und Backenschnellwechselsysteme lassen sich die Spannmittel innerhalb kürzester Zeit und hochflexibel an unterschiedliche Teilefamilien anpassen, so dass ein hohes Maß an Individualität bei größtmöglicher Präzision und Wirtschaftlichkeit gewährleistet ist.
Spannturmsysteme – fertig konfiguriert mit Spannmitteln
Neben diesem frei konfigurierbaren Modulprogramm hat SCHUNK auch eine große Zahl vorkonfigurierter Spanntürme im Programm, die als Komplettsystem inklusive Spannmittel angeboten werden. Diese Spannturmsysteme umfassen in der Regel zwei oder vier stationäre Spanner aus dem SCHUNK KONTEC Programm, die entweder als Monoblock oder in Kombination mit einem Gusskern EN-GJL-250 zu Spanntürmen konfiguriert sind. Zur Auswahl stehen Spannturmsysteme aus den Einfachspannern KONTEC KSO in Monoblockbauweise, aus Doppelspannern KONTEC KSC-D, aus Mehrfachspannsystemen KONTEC KSM oder KONTEC KSM2, aus modularen Maschinenschraubstöcken KONTEC KSG sowie ausfederbetätigten Kraftspannblöcken TANDEM KSF plus. Letztere ermöglichen eine sichere Spannung ohne Medienversorgung und gewinnen auch aufgrund ihrer kompakten Maße gerade in Speicherlösungen zunehmend an Bedeutung.
Anwendungsspezifische Sonderlösungen
Sollte das breite Standardprogramm nicht ausreichen, realisiert SCHUNK auch anwendungsspezifische Sonderlösungen, beispielsweise vibrationsgedämpfte Aufspanntürme aus Grauguss GGG40 oder Spanntürme mit optimierter Innengeometrie, mit denen sich das Spannturmgewicht senken lässt. Auch hochsteife Spanntürme für anspruchsvolle Fräsoperationen sind möglich. Spezielle Kipptische, an denen die Spanntürme geschwenkt, rotiert und wahlweise stehend oder liegend beladen werden können, ermöglichen darüber hinaus eine besonders ergonomiefreundliche Bestückung.
Spanntürme aus Mineralguss
SCHUNK Aufspanntürme in Hybridtechnologie, kombinieren einen Mineralgusskern mit einem Stahl- beziehungsweise Aluminiummantel. Sie punkten mit einem geringen Eigengewicht und eröffnen zusätzliche Spielräume beim Gewicht der Spannmittel und Werkstücke. Zudem liegt das Dämpfungsvermögen sechs- bis zehnmal höher als bei konventionellem Grauguss, was sich langfristig auf die Wirtschaftlichkeit auswirkt. So sind höhere Zerspanparameter möglich bei gleichzeitig geringerem Werkzeugverschleiß und verbesserter Oberflächengüte. Weitere Vorteile sind die geringe Wärmeleitfähigkeit und damit verbunden die langsame Reaktion auf Temperaturänderungen sowie die chemische und mechanische Beständigkeit gegen aggressive und abrasive Medien.
Airbus-Werkleiter neuer MIN-Vorstandvorsitzender
Neues MIN Mitglied: AQonvis GmbH