 09.04.2020
09.04.2020
Nagold
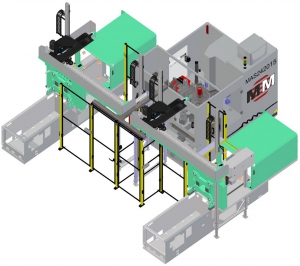
Teilehandling für zwei Spritzgießmaschinen und zwei Prüfstationen: die neue Arbeitszelle von MartinMechanic hat eine Zykluszeit von 4,5 Sekunden.
Bild: MartinMechanic
Weitere Artikel
Arbeitszelle amortisiert sich nun deutlich früher
Automation: Teilehandling, Spritzgießen und Prüfen in nur 4,5 Sekunden / Acht Varianten ohne Zurüsten möglich / Neue Anlage von MartinMechanic
Nagold (k-w). Hochmoderne Roboter-Technik, gepaart mit Erfahrung und Wissen, macht’s schon nach drei Jahren möglich: Um über zehn Prozent hat MartinMechanic die Leistung einer Automationszelle für das Teilehandling zum Umspritzen von Stahlbuchsen und zur nahtlosen Überprüfung dieses Arbeitsvorgangs gesteigert. Außerdem können auf der Anlage, die parallel zwei Spritzgießmaschinen bedient, bei einer Zykluszeit von 4,5 Sekunden nun acht statt bislang sechs Varianten ohne Zurüsten produziert werden.
Eigentlich wollte der Kunde aus der Kunststoffbranche nur eine weitere Arbeitszelle gleichen Typs bestellen, als er bei dem Sondermaschinenbauer in Nagold vorstellig wurde. Dabei entdeckte man gemeinsam allerdings noch mehr Potenzial für das Folgemodell. „Das ist schon der Anspruch an uns selbst“, sagt Geschäftsführer Claus Martin, „ältere Konzepte bei einer Wiederauflage zu optimieren.“ So hat der Kunde jetzt eine Arbeitszelle, deren Anschaffungspreis zwar gleichgeblieben ist. Doch amortisiert sich die Investition unterm Strich jetzt deutlich früher.
Die MAS242015-11 sorgt nicht nur für das Teilehandlung zur Ummantelung der Stahlbuchsen mit glasfaserverstärktem Kunststoff in zwei Spritzgießmaschinen, sondern prüft im Nachgang auch gleich das Ergebnis dieser Arbeit. Dazu legt der Werker die Rohteile an zwei unterschiedlichen Beladeplätzen in Magazinen ab. An jedem Beladeplatz gibt es zwei Schubladen, die im Wechsel mit jeweils 40 Rohteilen bestückt werden. Dabei werden vier Stapel mit je zehn Teilen gebildet. Auf diese Weise sind immer 160 Teile im Umlauf. Über einen Anforderungstaster kann der Werker die Schubladen öffnen und wieder schließen, sodass der laufende Prozess hierfür beim Nachladen nicht unterbrochen werden muss.
Die vollen Schubladen werden pro Spritzgießmaschine jeweils von einem Scara-Roboter vom Typ Omron/Yamaha XG600 laufend entleert, in dem er zwei Rohteile mit seinem bis zu 400 Millimeter ausfahrenden Z-Hub in einen Pendeltisch einlegt. Dieser dreht sich danach um 180 Grad, um die Teile einem Multilift von Arburg zur Verfügung zu stellen. Von diesem Drei-AchsHandling, das über einen schwenkbaren Greifer verfügt, werden die beiden Teile aufgenommen und in eine Vorwärmstation mit 16 Abladeplätzen gesteckt, die an den Heizkreislauf der Spritzgießmaschine angeschlossen ist.
Das Multilift-System holt immer zwei auf 65 Grad vorgewärmte Rohteile wieder ab, um sie dann auf der anderen Werkzeugseite gegen die fertig ummantelten Teile aus der Spritzgießmaschine zu tauschen. Dazu werden sie jeweils in die frei gewordenen Kavitäten des Spritzgießwerkzeugs eingelegt. Die fertig ummantelten Teile legt der Multilift wieder auf dem Pendeltisch ab.
Der ist nicht nur die Schnittstelle zur jeweiligen Spritzgießmaschine, sondern auch zum Rundschalttisch, den der Scara-Roboter bedient. Auf ihm durchlaufen die fertig ummantelten Teile acht Stationen. Die erste ist eine Wendestation, in die die Bauteilvarianten eingelegt werden, die von oben beschriftet werden müssen. Prüfspitzen messen an der zweiten Station nach dem Fixieren horizontal die Stärke der Kunststoff-Ummantelung, um sie mit der geforderten Soll-Stärke abzugleichen. An der dritten Station senkt sich nach dem Fixieren ein pneumatischer Messdorn auf das Bauteil, um an Hand einer Feinbohrung den Innendurchmesser des Bauteils zu bestimmen.
Anschließend werden die Teile an Station vier mit dem Faserlaser beschriftet. Der DataMatrix-Code enthält das Produktionsdatum, die Serienund die Chargennummer. An dieser Stelle ist die Anlage mit einer Absaugeinheit mit großem Filter ausgestattet, um Verunreinigungen und Schmauch zu entfernen. Eine Station weiter wirft ein Scanner nochmals einen prüfenden Blick auf die Beschriftung.
Was nicht in Ordnung ist, wandert an Station sechs mit Hilfe des ScaraRoboters auf eine Ablage und von dort in einen Kleinladungsträger. Die Teile, die der Prüfung standhalten, werden auf einem Förderband abtransportiert. Die beiden restlichen Stationen sind wiederum auf das Einlegen neuer, zu umspritzender Teile ausgerichtet.
Die neu konzipierte Arbeitszelle wurde in gerade einmal fünf Monaten realisiert. Als Schaltstelle wurde eine SPS-Steuerung S71515F von Siemens verbaut.
Weitere Infos: http://www.MartinMechanic.com
Airbus-Werkleiter neuer MIN-Vorstandvorsitzender
Neues MIN Mitglied: AQonvis GmbH