 17.12.2019
17.12.2019
Weitere Artikel
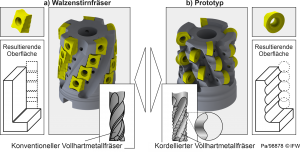
„Innovative Walzenstirnfräser“
Problem:
Ein Maß für die Leistungsfähigkeit der Schruppzerspanung ist das Zeitspanvolumen, zu dessen Maximierung vor allem Walzenstirnfräser mit spiralförmig angeordneten rechteckigen Wendeschneidplatten eingesetzt werden. Ein typischer Anwendungsfall ist die Bearbeitung von Integralbauteilen aus Titan in der Luftfahrtindustrie. Dabei treten Zerspankräfte bis 50 kN auf, die aufgrund der begrenzten Festigkeit des Werkzeugs die wesentliche Verfahrensgrenze für die Erhöhung der Produktivität darstellen.
Lösung:
Eine Möglichkeit, die Produktivität von Walzenstirnfräsern bei gegebener Maschinenleistung deutlich zu erhöhen, besteht in der Variation der Flankengestalt der Werkzeuge. Werden runde Wendeschneidplatten anstelle der heute verwendeten rechteckigen eingesetzt, können die radialen Kräfte reduziert und ein erhöhter Kraftanteil in axialer Richtung, in der das System Werkzeug/Hauptspindel die maximale Steifigkeit besitzt, eingeleitet werden. Der neuartige Ansatz überträgt somit die prinzipielle Wirkungsweise von Hochvorschubfräsern oder auch kordelverzahnten Schaftfräsern auf Walzenstirnfräser. Eine wesentliche Herausforderung des Forschungsvorhabens besteht in der gezielten Auslegung der neuen Werkzeuge. Aus der Werkzeuggeometrie ergeben sich durch den sichelförmigen Spanungsquerschnitt komplexe Eingriffsbedingungen, die im Gegensatz zum rechteckigen Spanungsquerschnitt nicht durch analytische Gleichungen beschrieben werden können. Die Berechnung der Prozesskräfte und -leistungen ist jedoch mit empirischen Modellen auf Basis einer geometrischen Materialabtragsimulation mit geringerem Rechenaufwand möglich. Diese wird für die Auslegung und Optimierung der Werkzeugmakrogeometrie herangezogen. Durch die optimierte Geometrie kann die maximale Radialkraft gegenüber der Referenz um mehr als 14% reduziert werden.
Konsortium:
- Aircraft Philipp Karlsruhe GmbH
- AVANTEC Zerspantechnik GmbH
- ISBE GmbH
- Premium AEROTEC GmbH
- Sandvik Tooling Deutschland GmbH
- turboMech GmbH & Co. KG
- Walter AG
- Blaser Swisslube AG
Kontaktperson:
Oliver Pape, M. Sc.
Leibniz Universität Hannover
Institut für Fertigungstechnik und Werkzeugmaschinen
Telefon: +49 511 762-18065
E-Mail: pape@ifw.uni-hannover.de
Flugzeug-Fertigung fehlerfrei und schnell: TUHH-Wissenschaftler entwickeln digitalisierte Flugzeugmontage
Schneidkantenpräparation auf Werkzeugschleifmaschinen durch [Tool]Prep